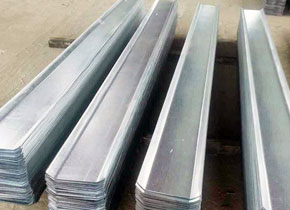

冷彎工藝是止水鋼板廠家生產止水鋼板過程中的重要工藝流程。經過冷彎工藝后,止水鋼板具有以下的特點。
1.由于高強板所形成的高剛性型鋼具有很大的慣性矩和抗彎模量,特別是由于應用上的要求需要預沖孔后進行冷彎加工生產,會形成材料表面平整度和材料邊緣尺寸上的差異,因此要求對該類高強度結構鋼板的冷彎孔型的設計中需要多加側向定位裝置。
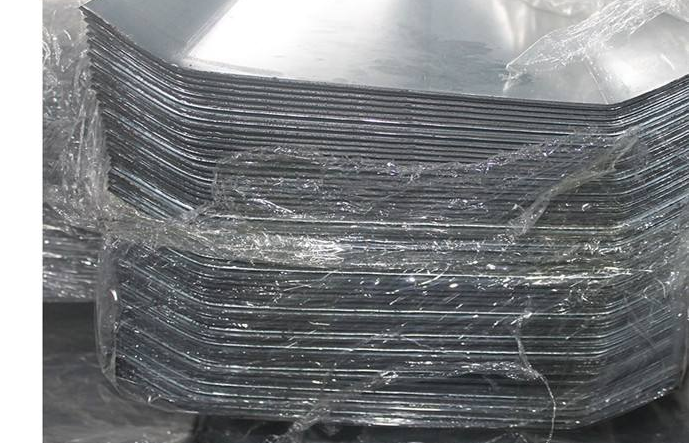
2.需要較多的成型道次。在輥式冷彎成型過程中主要加工過程為彎曲變形,除產品彎曲角局部有輕微減薄外,變形材料的厚度在成型過程中假定保持不變;在孔型設計時,要注意合理分配變形量,尤其是在第一道,后面幾道,變形量不易過大。
3.輥式冷彎速度的控制,成型輥壓力的調整要合適,盡量減少反復冷彎彎曲疲勞裂紋,并適當進行潤滑和冷卻,進一步減少熱應力裂紋的產生等,控制彎曲半徑,即彎曲半徑不能太小,否則產品表面易產生裂紋,針對高強板在冷成形冷彎工藝中出現的后延性斷裂現象,為了滿足結構設計要求,建議在滿足材料的力學設計要求的前提下優化截面形狀。