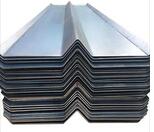

冷彎工藝是止水鋼板廠家生產(chǎn)止水鋼板過(guò)程中的重要工藝流程。經(jīng)過(guò)冷彎工藝加工后,止水鋼板具有以下幾個(gè)明顯特征:
1、輥式冷彎速度的控制,成型輥壓力的調(diào)整要合適,盡量減少反復(fù)冷彎彎曲疲勞裂紋,并適當(dāng)進(jìn)行潤(rùn)滑和冷卻,進(jìn)一步減少熱應(yīng)力裂紋的產(chǎn)生等,控制彎曲半徑,即彎曲半徑不能太小,否則產(chǎn)品表面易產(chǎn)生裂紋,針對(duì)高強(qiáng)板在冷成形冷彎工藝中出現(xiàn)的后延性斷裂現(xiàn)象,為了滿足結(jié)構(gòu)設(shè)計(jì)要求,建議在滿足材料的力學(xué)設(shè)計(jì)要求的前提下優(yōu)化截面形狀。
2、需要較多的成型道次。在輥式冷彎成型過(guò)程中主要加工過(guò)程為彎曲變形,除產(chǎn)品彎曲角局部有輕微減薄外,變形材料的厚度在成型過(guò)程中假定保持不變。在孔型設(shè)計(jì)時(shí),要注意合理分配變形量,尤其是在第一道,后面幾道,變形量不易過(guò)大。
3、由于高強(qiáng)板所形成的高剛性型鋼具有很大的慣性矩和抗彎模量,特別是由于應(yīng)用上的要求需要預(yù)沖孔后進(jìn)行冷彎加工生產(chǎn),會(huì)形成材料表面平整度和材料邊緣尺寸上的差異,因此要求對(duì)該類高強(qiáng)度結(jié)構(gòu)鋼板的冷彎孔型的設(shè)計(jì)中需要多加側(cè)向定位裝置。
止水帶鋼板型號(hào)是寬300mm,厚3mm的鋼板,長(zhǎng)度3m1塊,材質(zhì)為Q235鋼。施工時(shí)用對(duì)拉螺栓做水平支撐架,確保止水帶的垂直度及高程滿足設(shè)計(jì)及規(guī)范要求;混凝土澆筑完畢后要及時(shí)清理止水鋼板上部被混凝土污染部分,防止上部混凝土澆筑時(shí)與鋼板結(jié)合不良;下部施工完畢后,盡早鑿毛清理,確保上部施工時(shí)混凝土能良好的結(jié)合;澆筑上部混凝土前,應(yīng)用高壓氣槍或水槍沖洗底部混凝土,清除上部結(jié)構(gòu)施工時(shí)散落的灰渣等污染物,在澆筑上部結(jié)構(gòu)混凝土?xí)r,首層應(yīng)該先澆筑2cm左右厚度的同等標(biāo)號(hào)砂漿,一方面潤(rùn)濕先期施工的混凝土表層,起到良好的結(jié)合層的作用,另一方面來(lái)檢查模板支護(hù)情況,確保構(gòu)筑物外觀尺寸符合設(shè)計(jì)及規(guī)范要求。
1、止水鋼板加工,我們一般都是要求加工點(diǎn)統(tǒng)一切割,這樣容易保證切割尺寸和質(zhì)量。
2、止水鋼板長(zhǎng)度依據(jù)以板材原材料長(zhǎng)度和便于運(yùn)輸、安裝來(lái)確定,3~6m均可,并按設(shè)計(jì)要求統(tǒng)一制作成型的,一般我們都切割成3米長(zhǎng)的。
3、止水鋼板之間應(yīng)盡量減少接口,鋼板之間的接口當(dāng)采用搭接焊接時(shí),搭接長(zhǎng)度宜大于400mm,焊縫則必須滿焊。