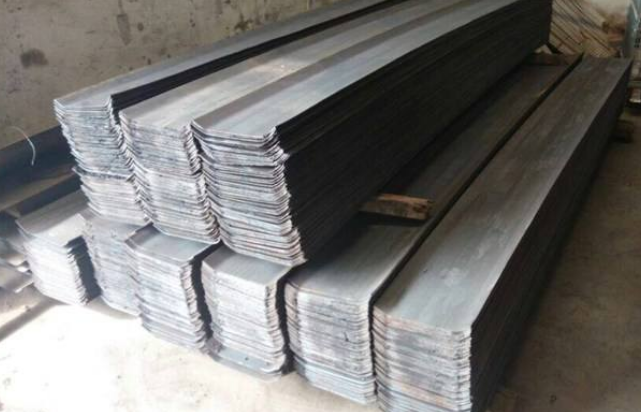

一、材料準(zhǔn)備
止水鋼板(200mm+30+30)×3mm,止水鋼板不得有裂縫、銹蝕、斑痕、變形,其斷面尺寸和機(jī)械性能符合設(shè)計(jì)要求。(使用部位①設(shè)計(jì)要求的部位。②圖紙會(huì)審中號樓處外墻施工縫部位。)
焊條:焊條的性能應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《碳鋼焊條》GB/T5117或《低合金鋼焊條》GB/T5118的規(guī)定,必須有出廠合格證。
焊接過程中,電弧應(yīng)燃燒穩(wěn)定,藥皮熔化均勻,無成塊脫落現(xiàn)象。機(jī)械:交流弧焊機(jī)、直流弧焊機(jī)工具:焊接電纜、電焊鉗、焊接護(hù)目鏡、面罩、電焊手套、護(hù)腳、鏨子、鋼絲刷、銼刀、小手錘、電焊條、烘干箱等。
二、作業(yè)條件
焊工必須持有有效的上崗證。電源應(yīng)符合要求,接地線、焊接連接安全,雙線到位。焊前止水鋼板表面必須去除油污、水分、鐵銹和氧化皮。已經(jīng)清楚所需設(shè)置止水鋼板的位置。
1工藝流程止水鋼板定位→固定→接頭焊接→剪力墻拉筋及定位鋼筋焊接→檢查驗(yàn)收。
2止水鋼板設(shè)置位置基礎(chǔ)水平施工縫止水鋼板具體設(shè)置位置:在設(shè)備基礎(chǔ)底板頂標(biāo)高上400mm為止水鋼板中心標(biāo)高。所有止水鋼板應(yīng)放置在剪力墻中間,并沿剪力墻周圈設(shè)置。沿豎向設(shè)置和每道水平止水鋼板交圈焊接嚴(yán)密。
3止水鋼板固定止水鋼板位置確定好后,用墻體拉鉤筋臨時(shí)上下夾緊固定,然后進(jìn)行鋼板接縫焊接。
4止水鋼板接縫焊接止水鋼板搭接長度為50mm。鋼板焊接應(yīng)分兩遍成活,接縫處應(yīng)留2mm焊縫,第一遍施焊時(shí),首先在中間、兩端點(diǎn)焊固定,然后從中間向上施焊直到上端,然后再從下端向中間施焊,第一遍完成后立即將藥皮用焊錘敲掉,檢查有無砂眼、漏焊處,如有應(yīng)進(jìn)行補(bǔ)焊。第二遍應(yīng)從下端開始施焊。
5止水鋼板定位筋設(shè)置沿止水鋼板方向,在其兩側(cè)采用Φ10鋼筋焊接;一端焊接在止水鋼板上,另一端焊接在剪力墻的水平、豎向主筋上對其進(jìn)行定位;定位鋼筋的間距為300mm,兩側(cè)對稱設(shè)置。
6剪力墻拉筋加設(shè)由于剪力墻拉筋間距較小,中間總有一道拉筋穿過止水鋼板,止水鋼板接縫焊好后,在穿過止水鋼板的拉筋處將拉筋切斷,然后焊接在止水鋼板上,并在其拉筋切斷位置處加設(shè)一道拉筋,作為拉筋的補(bǔ)強(qiáng)鋼筋。
7檢查驗(yàn)收:止水鋼板焊好后,應(yīng)進(jìn)行自檢,檢查有無沙眼、斷焊、漏焊或焊縫不飽滿之處,不符合要求的進(jìn)行返工處理。定位鋼筋是否焊接牢固;附加拉筋是否加設(shè),如若未設(shè)置或焊接不牢,將對其重新焊接或加設(shè)。檢查合格后,報(bào)監(jiān)理工程師檢查驗(yàn)收。